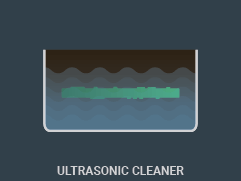
Preparation
The substrate is cleaned of contaminants with solvent, ultrasonic, or plasma cleaning methods, and then loaded into the PECVD chamber by an HZO technician for secure positioning.
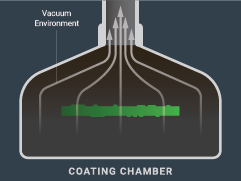
Pump Down
The chamber is evacuated to create a vacuum environment. The pressure is lowered to minimize unwanted reactions and impurities during the coating process.
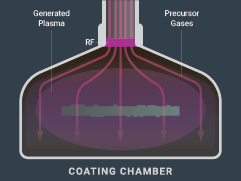
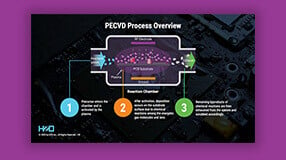
Plasma Generation
Precursors are introduced and energized to create a plasma that breaks the precursors into radicals and ions for chemical reactions necessary for film deposition.
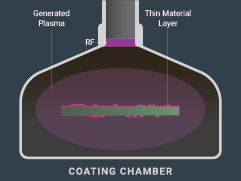
Film Deposition
The plasma's reactive species bond with the substrate, chemically forming a thin material layer through attraction and bonding.
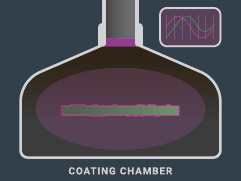
Control & Monitoring
HZO technicians control and monitor gas flow, pressure, temperature, and RF power to ensure a consistent deposition process for the desired film.
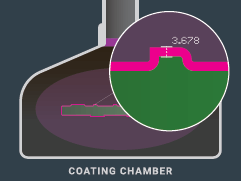
Thickness and Uniformity
Deposition continues until achieving the desired thickness, depending on precursor concentration, pressure, and energy, with process optimization ensuring uniform substrate coverage.
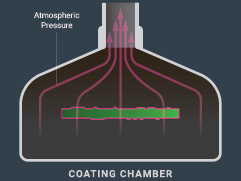
Completion
After coating, plasma and precursors cease and the chamber is neutralized to atmospheric pressure for substrate removal.

Learn About the Different Markets We Serve
Learn About HZO Parylene With Our Resource Page

How to Select the Best Conformal Coating For Your PCB
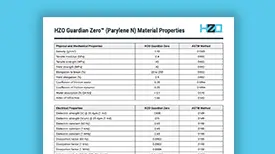
Download the HZO Parylene N Datasheet
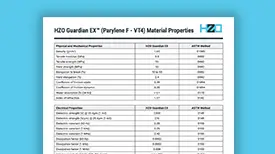
Download the HZO Parylene F (VT-4) Datasheet
Safeguarding with Nanocoatings Webinar

Understand How to Avoid Premature Product Failure
Watch an Overview of Thin Film Coating Benefits

Learn How To Incorporate Conformal Coating Into Your Manufacturing Process

See How Thin Films Are Influencing Product Design

Prevent Electronic Failure Webinar

Learn About the Thin Film Coating Properties and Processes In Our Webinar

4 Critical Thin-film Conformal Coating Practices to Know

HZO Omniphobic Nanocoating Technical Handout

Nanocoating Technology White Paper
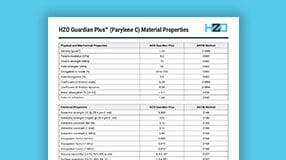
Download HZO Parylene C Datasheet
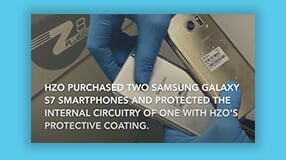
Mechanical Seals And HZO Coating Comparison Demo
HZO Coating Demo Video
The Illustrated Guide to CVD

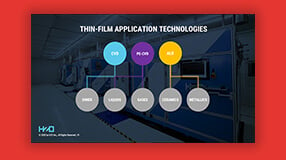
Introduction to Thin Film Coating Deposition Methodologies
